欢迎访问南阳弘伟气泡膜厂家网站!

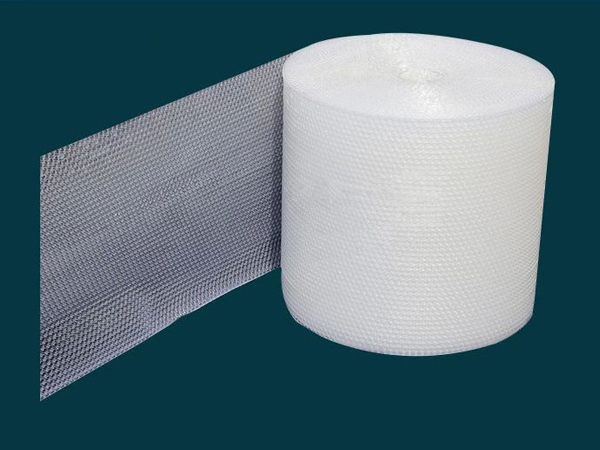
气垫膜多采用挤出复合法生产,即一台挤出机同时挤出两层膜,其中一层膜在真空辊筒上成泡后与另一层膜进行热复合,再经牵引,卷取即成为双层复合气垫膜,市场上常见到就是这种产品。若再将双层产品成泡的一面复合一层膜,则成为三层复合气垫膜。
挤出复合法成泡容易,粘接难度大,此外还可以用吹塑法生产,吹塑法是在吹膜冷却之前,通过加热成型辊,真空吸塑成泡,然后与别一片膜复合成为双层的气垫膜。吹塑法工艺要求严格,复合技术较为复杂,因此使用较少。挤出复合法的生产工艺条件中以温度及真空度为主。
挤出温度分三段控制,后段140度-150度,中段200度-210度,前段210度-230度。机头与连接部分分三段控制,机颈160度-180度,机头为200度-220度。成型吸泡的真空度应为0.03-0.05Mpa。PE塑料袋。